





FBE Coating Pipe
Standards: ISO 21809-2, AWWA C213, CSA Z245.20
Pipe Range: ½″ – 48″ (custom up to 60″)
Coating Thickness: 250 – 500 μm
Operating Temp: -30°C to +95°C
Strengths:
Strong adhesion & corrosion resistance
Excellent cathodic disbondment performance
Low permeability to water & oxygen
Suitable for bends, fittings, and field joints
Applications: Oil & gas pipelines, water transmission, buried & submerged steel pipe, primer for 3LPE/3LPP
FBE coating pipe is steel pipe protected with a factory-applied fusion bonded epoxy layer, mainly used for external corrosion control on buried, submerged, oil and gas, and water transmission pipelines. After near-white blast cleaning and controlled preheating, epoxy powder is sprayed onto the hot pipe surface, where it melts, flows, gels, and cures into a continuous bonded coating film. This pipe coating system provides a thin but stable corrosion barrier and is commonly selected when the project requires good adhesion to steel, compatibility with cathodic protection, and clear inspection records before installation.
For project acceptance, FBE coated pipe is not evaluated only by coating color or appearance. Key release points include surface cleanliness, anchor profile, preheat control, FBE pipe coating thickness, holiday detection, cutback length, adhesion/cure condition, and repair records. Octal Pipe supplies FBE coating pipe based on seamless, ERW, LSAW, and SSAW steel pipe, with coating scope arranged according to ISO 21809-2, AWWA C213, CSA Z245.20, or the project specification. For higher handling or abrasion risk, dual-layer FBE or abrasion-resistant overcoat systems can also be reviewed before production.


FBE Coated Steel Pipe Supply Specifications
| Item | Supply Scope / Project Control |
|---|---|
| Product Name | FBE coating pipe, FBE coated steel pipe, fusion bonded epoxy coated pipe |
| Coating Type | Factory-applied external fusion bonded epoxy coating |
| Base Pipe Type | Seamless, ERW, LSAW, SSAW steel pipe |
| Pipe Material / Grades | Carbon steel and line pipe grades such as API 5L Grade B, X42, X52, X60, X65 or project-specified steel grade |
| Common Pipe Standards | API 5L, ASTM, EN, ISO or project-specific pipe standards |
| Coating Standards | ISO 21809-2, AWWA C213, CSA Z245.20 or project coating specification |
| Common Size Range | 1/2″ to 48″; larger sizes can be reviewed by project |
| Typical Coating System | Single-layer FBE; dual-layer FBE or abrasion-resistant overcoat when specified |
| Typical FBE Pipe Coating Thickness | Commonly 250–500 μm for standard external FBE coating; final DFT follows project specification and powder TDS |
| Surface Preparation | Near-white blast cleaning, commonly Sa 2.5 / SSPC-SP 10 / NACE No. 2, with anchor profile checked before coating |
| Preheat Control | Usually controlled around 180–250°C depending on epoxy powder data sheet, pipe wall thickness, and line speed |
| Service Temperature | Confirmed according to coating system, epoxy powder grade, pipeline medium, soil condition, and project specification |
| Pipe End Cutback | Commonly 50–150 mm or as required for welding and field joint coating |
| Inspection Items | Visual inspection, DFT measurement, holiday detection, adhesion / cure check, cutback check, repair record |
| Documents | MTC, coating inspection report, DFT record, holiday test record, repair log, packing list, pipe marking photos |
| Packing and Handling | Pipe end protection, coated surface protection, bundle marking, lifting protection, and loading photos for export shipment |
How FBE Coating Protects Pipeline Steel
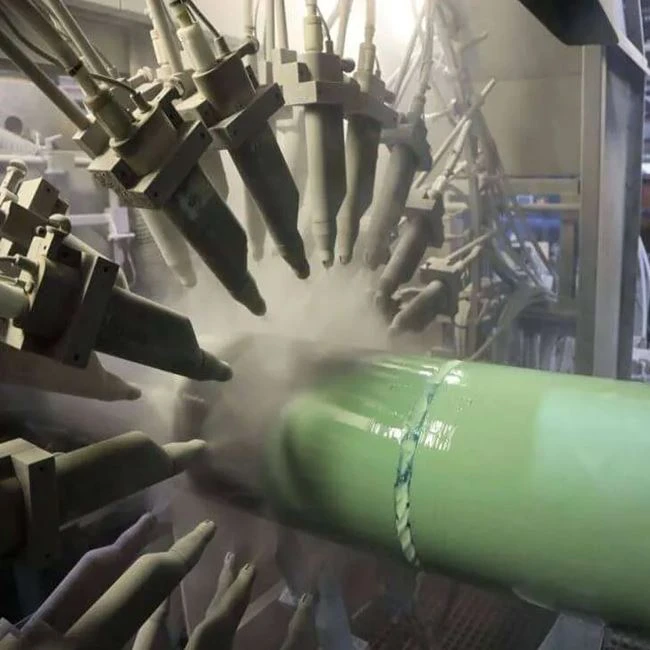
Fusion bonded epoxy is a thermoset powder coating. During the FBE pipe coating process, the cleaned pipe surface is heated, epoxy powder is sprayed onto the hot steel, and the powder melts, flows, gels, and cures into a continuous protective film.
For an FBE coating pipeline, the coating works mainly by separating the steel surface from soil moisture, oxygen, salts, and other corrosive media. A continuous FBE film also works well with cathodic protection systems because coating holidays can be detected and repaired before the pipe enters service.
The advantage of FBE is its strong bond to blasted steel, thin and uniform profile, and good compatibility with buried pipeline design. The limitation is also clear: single-layer FBE is not a thick mechanical armor. For HDD pullback, rocky backfill, heavy handling, or severe installation abrasion, the project may need dual-layer FBE, ARO coating, or a 3LPE / 3LPP system instead of standard single-layer FBE.


FBE Pipe Coating Process
The coating result depends on process discipline. A pipe with the right nominal thickness can still fail inspection if surface contamination, uneven heating, poor cure, or pinholes are not controlled.
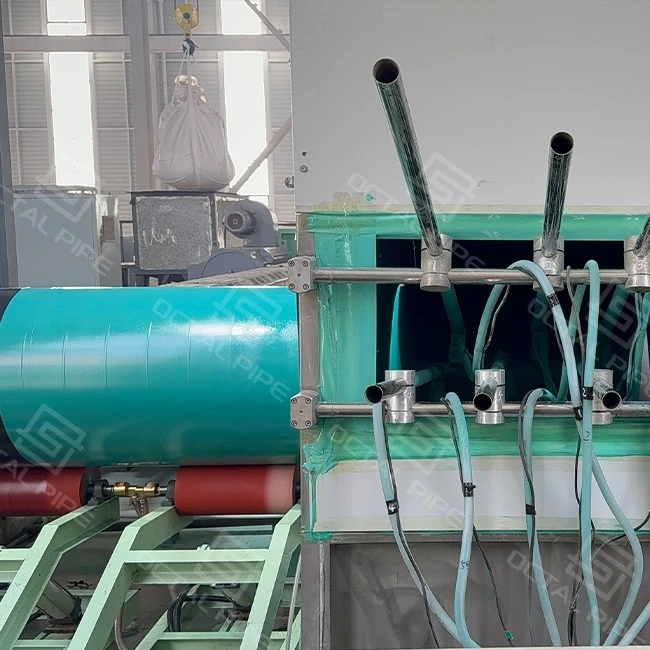
A typical plant-applied pipe coating route includes:
- Incoming pipe identification, surface check, and heat/lot traceability review.
- Removal of oil, grease, moisture, salt, dust, or visible contamination before blasting.
- Abrasive blast cleaning to near-white metal finish, with surface profile checked before coating.
- Pipe preheating by induction or oven, controlled according to epoxy powder data sheet.
- Electrostatic application of FBE powder onto the heated pipe surface.
- Fusion, gel, and cure control to form a continuous epoxy coating layer.
- Cooling, coating thickness measurement, and visual inspection.
- Holiday detection to locate pinholes, skips, or coating discontinuities.
- Repair of acceptable defects according to the coating procedure.
- Pipe end cutback protection, marking, bundling, and shipment preparation.
This process is especially important for FBE coating steel pipe used in buried service. Small surface defects are easy to miss during visual checking, but they can become the starting point for underfilm corrosion once the pipe is installed.

FBE Coating vs 3LPE and 3LPP
FBE, 3LPE, and 3LPP are all external pipe coating systems, but they are not selected for the same reason. For an FBE coating pipeline, the main value is strong bonding to the blasted steel surface, a relatively thin coating profile, and good compatibility with cathodic protection. For projects with higher mechanical damage risk, such as rocky backfill, long-distance transportation, pipe stacking, or HDD pullback, a thicker multilayer coating system may be more suitable.
3LPE and 3LPP are multilayer systems. They usually use an FBE layer as the anti-corrosion primer, then add an adhesive layer and a PE or PP outer layer for stronger mechanical protection. The decision should be based on soil condition, operating temperature, installation method, handling risk, coating repair requirement, and the project coating standard.For a detailed comparison, see the differences between 3PE and FBE coated steel pipe.
| Coating System | Structure and Main Strength | Suitable Selection Logic |
|---|---|---|
| Single-layer FBE | Fusion bonded epoxy directly applied to the prepared steel surface. It provides strong steel adhesion, a thin coating profile, and good cathodic protection compatibility. | Suitable for buried or submerged pipeline sections where corrosion resistance, coating continuity, holiday detection, and inspectable repair records are the main control points. |
| Dual-layer FBE / ARO | Two epoxy-based layers, or an abrasion-resistant overcoat added above the FBE base layer. | Better for projects where the pipeline still needs an epoxy-based coating system but faces higher handling, backfill, or installation abrasion risk. It is often reviewed for bends, special sections, or more demanding construction conditions. |
| 3LPE Coating | FBE primer + adhesive layer + polyethylene outer layer. The PE layer gives thicker mechanical protection than single-layer FBE. | Suitable for buried pipelines where external impact, soil stress, transportation damage, and backfill abrasion are key concerns. It is often selected when the project needs stronger mechanical protection than standard FBE. |
| 3LPP Coating | FBE primer + adhesive layer + polypropylene outer layer. PP has better heat resistance than PE in many pipeline coating designs. | Often selected for pipelines with higher operating temperature requirements or tougher installation conditions where both corrosion protection and outer-layer mechanical strength are required. |
For standard buried pipeline corrosion control, FBE coated pipe remains a practical and inspectable choice. The coating thickness, holiday detection result, adhesion/cure condition, cutback length, and repair log can be checked before shipment. This makes FBE suitable for many oil, gas, and water pipeline projects where coating quality must be clearly verified.
However, FBE should not be forced into every service condition. If the pipeline will pass through sharp stone backfill, repeated handling, long-distance hauling, HDD installation, or high-temperature operation, the coating system should be reviewed before production. In these cases, dual-layer FBE, ARO, 3LPE, or 3LPP may reduce coating damage risk better than standard single-layer FBE.
Applications of FBE Coated Pipe
FBE coated pipe is selected when the project needs a factory-controlled external corrosion barrier with reliable coating continuity and inspectable quality records.
- Buried oil and gas pipeline sections
For buried transmission or gathering lines, FBE provides an external barrier against soil-side corrosion. The coating is commonly used together with cathodic protection, so holiday detection and repair records are important before the pipe leaves the coating yard.
- Water transmission pipelines
For steel water pipe installed underground or underwater, FBE coating can be specified under water pipeline standards such as AWWA C213. In this service, coating continuity at pipe body, fittings, joints, and special sections is often more important than appearance.
- Pipe bends, fittings, and spool pieces
Bends and fittings are more difficult to coat evenly than straight pipe because geometry changes the spray angle and film distribution. DFT mapping, visual inspection, and holiday testing help reduce coating weak points around curved surfaces and weld zones.
- Field joint compatible pipeline work
FBE coated pipe normally requires bare cutback at both ends for welding. The field joint coating system must be compatible with the plant-applied coating. For this reason, cutback length, bevel protection, and pipe end packing should be confirmed before dispatch.
- HDD, rocky backfill, and high-handling-risk installation
Standard single-layer FBE may not be enough where the pipe is pulled through boreholes or handled over rough ground. For these conditions, Octal Pipe can review dual-layer FBE, abrasion-resistant overcoat, or alternative coating systems based on the installation method and project specification.
Quality Inspection Before Shipment
Octal Pipe treats FBE coating inspection as a release control step, not just a final appearance check. The goal is to make sure the coated pipe can be identified, inspected, repaired where allowed, and matched with the correct document package before loading.
| Inspection Point | Why It Matters |
|---|---|
| Surface Cleanliness | Oil, dust, salt, or moisture can reduce bonding between steel and epoxy coating. |
| Anchor Profile | The blasted steel profile helps mechanical bonding; poor profile may lead to weak adhesion. |
| Preheat Temperature | Low temperature can cause poor fusion; excessive temperature may damage coating performance. |
| FBE Pipe Coating Thickness | Thin areas increase holiday risk; excessive or uneven thickness may affect cure and impact performance. |
| Holiday Detection | Finds pinholes, voids, skips, or discontinuities that expose steel to corrosion. |
| Adhesion / Cure Check | Confirms whether the epoxy has bonded and cured properly according to the coating specification. |
| Cutback Control | Ensures pipe ends are suitable for welding and field joint coating. |
| Repair Record | Shows where repair was made, which method was used, and whether the repaired area passed re-inspection. |
| Marking and Packing | Keeps pipe identity, heat number, coating batch, and shipment documents aligned. |
For a downloadable inspection reference, view the FBE coating quality inspection checklist before shipment.
For export orders, Octal Pipe can provide inspection records such as DFT reports, holiday test records, repair logs, pipe marking photos, packing lists, and MTC documents. When required, third-party inspection can be arranged before shipment release.

Why Choose Octal Pipe for FBE Coated Pipe
Octal Pipe supports FBE coated pipe supply from base pipe selection to coating inspection and shipment release. For project work, we help align pipe standard, steel grade, size, wall thickness, coating standard, coating thickness, cutback, marking, and document requirements before production starts.
Our supply support includes:
- Seamless, ERW, LSAW, and SSAW base pipe options.
- FBE coating steel pipe for oil, gas, and water pipeline service.
- Review of single-layer FBE, dual-layer FBE, ARO, or alternative pipe coating systems.
- Coating thickness, holiday detection, visual inspection, and repair record control.
- MTC, coating inspection report, packing list, pipe marking photos, and shipment documents.
- Export packing with pipe end protection and traceable bundle identification.
For coated pipe orders, a small mismatch in coating standard, cutback length, or inspection document can delay project acceptance. Octal Pipe focuses on making the coated pipe technically clear before shipment, so the receiving side can verify the cargo against the purchase order, project specification, and inspection records.
FAQ

01.What standards should be specified for FBE coating pipe?
02.What is the typical FBE pipe coating thickness?
03.Is FBE coated pipe suitable for HDD or rocky backfill installation?
04.How is FBE coated pipe inspected before delivery?
Certifications

CE Certificate

ISO 9001 Certificate

API Q1 Certificate

ABS Certificate

AP-5L Certificate

API-5CT Certificate
Hot Tags: fbe coating pipe, China fbe coating pipe manufacturers, suppliers, factory
Previous
3LPE Coating PipeYou Might Also Like






Send Inquiry